






Как делают поддоны
Деревянный поддон как средство перемещения грузов изобретен давно. Первые стандарты для поддонов появились сразу после Великой отечественной войны и были увязаны с габаритами вагонов, поскольку эти изделия в первую очередь использовались именно при железнодорожных перевозках. Эти стандарты прижились и остаются основными в настоящее время.

Самые популярные на территории России габариты и типоразмеры поддонов 1200x800 и 1200x1000 мм также разработаны на основе европейских железнодорожных стандартов. Масштабы производства этих изделий огромны. Только в США на их изготовление ежегодно расходуется более 14 млн. кубометров древесины.
Помимо этих ключевых стандартов существует множество типоразмеров поддонов, и особенно много появилось их в последние 10 лет. В настоящее время, в первую очередь в США и в меньшей степени в Европе, наблюдается тенденция к созданию специальных поддонов под нужды конкретных предприятий. Их конструкция и размеры зависят от характера, габаритов и массы грузов, для которых поддоны предполагается использовать. Помимо стандартных выпускают поддоны с «ушами» или без «ушей», для бочек – с отверстиями посередине, поддоны, специально разработанные для перевозок химического сырья, поддоны для пивных бочек и др. Американцы выбрали для себя 40...50 типов поддонов. Из этого числа в России наиболее часто используется лишь 4...5 типов, хотя и остальные периодически попадают на склады, чаще всего вместе с продуктами, которые американцы привозят в Россию. Российские производители сосредоточились на 5...10 стандартах, поскольку это позволяет наладить массовый выпуск поддонов.
Конструкция поддона независимо от его габаритов примерно одинаковая. Он состоит из нижних досок – «лыж», кубиков, которые скрепляют поддон и дают возможность вводить в него вилы погрузочной техники (в просторечье их называют бобышками, но более правильное название – шашки), и поперечных досок, на которые крепится настил. Непосредственно на настил укладывают груз. В зависимости от видов поддона доски настила могут различаться по толщине и ширине, по их числу, но в целом конструкция поддона создана таким образом, чтобы или тележка-«рокла», или вилочный погрузчик могли захватить его с любой из четырех сторон.

Приобретают поддоны в зависимости от вида груза и его размеров, т. е. с разной толщиной несущих досок, толщиной настила, высотой и размером кубиков и т. д. Естественно, каждое предприятие покупает оптимальный для него тип поддонов. На изготовление поддонов высокой грузоподъемности и прочности расходуется больше древесины, а потому цена их выше. Иногда по периметру поддонов делают нижнюю обвязку, чтобы придать им дополнительную жесткость.
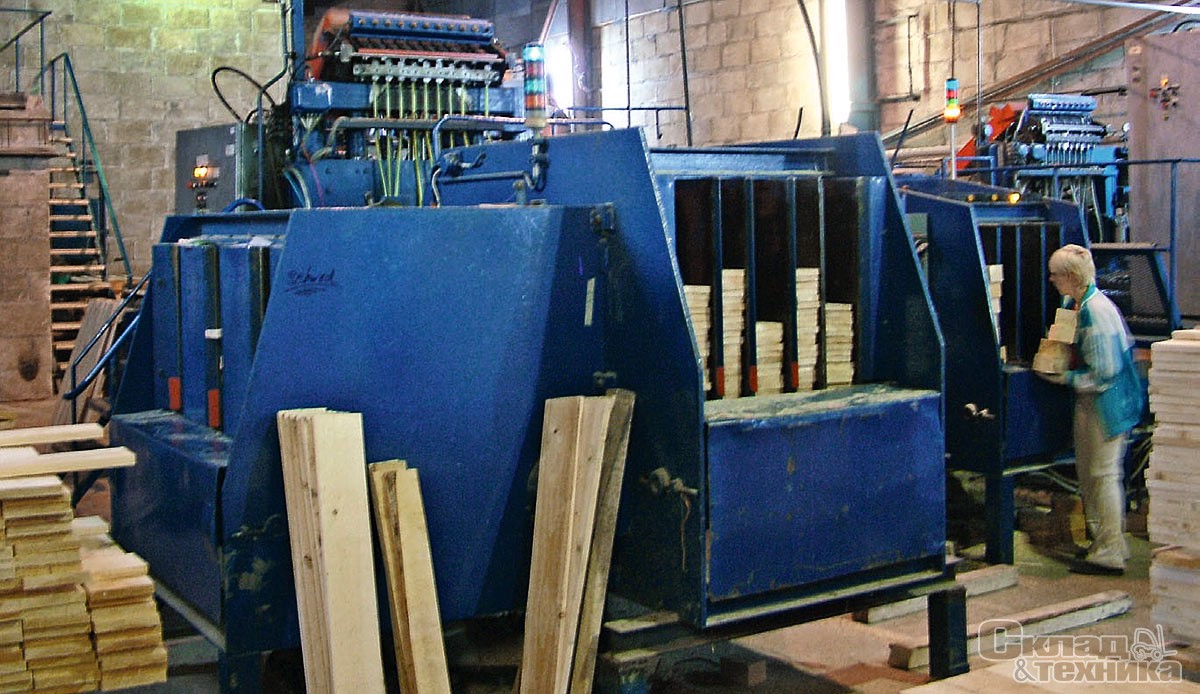
На современных заводах по производству поддонов во всем мире используются полуавтоматические и автоматические линии. В Европе это обусловлено дороговизной физического труда. Западные предприниматели всегда стараются максимально автоматизировать производство, чтобы снизить физические нагрузки на человека. В России ручной труд пока дешевле, чем на Западе, и потому нередко встречаются производства, где поддоны собирают рабочие и сколачивают их вручную. Качество сборки по этой причине снижается, поскольку рабочие не так точно, как автомат, выдерживают допуски по размерам. К слову, поддоны, собранные на технологических линиях, легко отличить от изготовленных вручную по тому, как в них забиты гвозди: автомат утапливает шляпки гвоздей (по существующим ГОСТам так и надо делать, но сейчас в России многие предприятия нарушают эту технологию), а при забивании молотком шляпка остается заподлицо с поверхностью доски.



Для изготовления поддонов используются специальные гвозди, называемые навивными, или ершонами – что-то среднее между гвоздем и саморезом. Они толще и имеют особую шляпку, а самое главное – насечки, сделанные для того, чтобы гвозди прочней держались в доске. Это важно, поскольку обычно с поддонами на складах обращаются не очень аккуратно, их роняют, толкают, в них часто врезается погрузочная техника. При этом обычные строительные гвозди могут попросту вылезти из доски, и тогда поддон потеряет прочность, надежность, а значит, появится вероятность повреждения груза.
При производстве деревянных поддонов используют четыре способа. Первый – самый простой и самый дешевый. В России его применяют на лесопилках и прочих предприятиях по деревообработке. Из кругляка делают деловой лес и отправляют его по назначению. После этого остается 25...30% отходов, которые надо как-то утилизировать, и один из самых простых вариантов – сколачивать из них поддоны. Делают это, как правило, молотками буквально «на коленке». Поддоны в итоге получаются недорогие, но низкого качества, поскольку страдает и их профиль, и допуски.

Второй способ – это ручная сборка с использованием пневмоинструмента. В этом случае собирают поддоны также вручную, но используются при этом не обычные, а пневматические молотки, что позволяет ускорить изготовление. Процесс обычно частично автоматизирован, чтобы можно было собирать сразу несколько поддонов. Минусы такой сборки все те же: низкое качество с точки зрения соблюдения размеров. Человек может ошибиться, и в итоге получатся поддоны недостаточно прочные. Как следствие, поддон может рассыпаться, а груз получит повреждения или, что хуже, травмирует оператора погрузчика.
Третий способ в основном применяют в странах Европы. Он предполагает использование полуавтоматических станков. В этом случае автомат забивает гвозди в доски, уложенные в металлическое клише, наполняемое вручную. В зависимости от габаритов производимого поддона используют и разные клише. Полуавтоматы позволяют обеспечить все допуски по габаритам, а ошибки при изготовлении минимальные – раз-два, и поддон готов!


Высшее достижение в технологии производства поддонов – это полностью автоматическая линия. Люди при этом лишь загружают заготовки – доски, брус. Машина сама все это нарезает, поворачивает и сколачивает, а потом складирует, заматывает лентой или пленкой (в зависимости от типа машины) и выкатывает поддоны на погрузку. Наиболее крупная на постсоветском пространстве автоматическая линия производит около 65 тыс. поддонов в месяц. В Европе, по-видимому, современных линий также не много. Среди 18 производств, которые посетили представители одной из отечественных компаний, не было ни одного нового. Однако все предприятия отлично работали.
Исходные полуфабрикаты для поддонов требуют особенно деликатного обращения. Обычно обрезную доску и брус нужного сечения покупают готовыми. Доски приходят в брикетах, собранных так, чтобы между ними оставалось пространство. Непросушенная древесина влажная, и если к таким доскам не будет доступа воздуха, то буквально через неделю они синеют, хотя являются совершенно новыми. Необходимо, чтобы доска сразу же просохла. Для поддонов используются и хвойные, и лиственные породы дерева, однако те и другие очень быстро выцветают. Конечно, древесина не теряет свойств, а потеря цвета не сказывается на прочности доски, однако теряется товарный вид, что может снизить цену готовых изделий. Таким образом, склад готовой продукции должен располагаться под навесом, чтобы на дерево не попадали ни дождь, ни солнечные лучи.
В России производство поддонов регламентируется двумя основными документами: ГОСТ 9078– 84 и ГОСТ 9557–87. ГОСТ 9078– 84 очень общий и описывает всего лишь тот факт, что поддоны существуют и что они могут быть из дерева. В нем нет жестких привязок ни к габаритам, ни к количеству гвоздей, ни к толщине досок, а есть лишь установленные размеры – 1200800 и 12001000 мм и больше ничего. Согласно этому ГОСТу в рамках обозначенных двух габаритов можно делать все что угодно. ГОСТ 9557– 87 более жесткий: практически на 95% он идентичен европейскому стандарту UIC 435-2 по производству европоддонов. Единственное, что отличает поддоны, изготовленные в России, от евростандарта, – это отсутствие клейм EUR и EPAL, потому что мы пока не прошли сертификацию, а все остальное – допуски, припуски, толщина, количество гвоздей, фаски – идентично. В итоге появились так называемые поддоны БК («без клейма») – аналог европоддона, только не сертифицированный.


Для контроля поддонов на них наносят определенные клейма. Если поддон произведен в Европе, то на нем всегда имеются два фиксированных клейма – EUR и EPAL.
Метка EUR означает его «европринадлежность». Другое клеймо – EPAL, говорит о том, что поддон произведен с соблюдением требований Европейской паллетной ассоциации (в паллетном бизнесе это что-то наподобие ИСО 9001), организации, которая проверяет европейские производства, формулирует требования, которым они должны соответствовать. То есть наличие на поддоне такой метки свидетельствует о том, что он собран с соблюдением всех технологий и отвечает определенному стандарту качества, что само производство функционирует по нужному формату, вплоть до требования по наличию специальных зон курения для сотрудников. На территории России нет, к сожалению, ни одного представителя EPAL, но переговоры c ней уже ведутся.



На центральной «бобышке» поддона ставят еще одно клеймо, в просторечье называемое «колосок». Оно говорит о том, что поддон прошел фитосанитарную обработку согласно стандарту ISPM 15. На этом клейме печатают название партии, метод обработки, указывается страна-производитель. На поддоне, выпущенном в Европе, указывают также номер партии и год производства. По этим клеймам, являющимся неотъемлемой частью европоддона, можно узнать, где и когда его собрали. Поскольку клейма часто ставят поддельные, надежный способ определить, откуда тот или иной поддон, пока не найден.
Карантинный пограничный контроль древесины в обязательном порядке подразумевает соответствующую фитосанитарную обработку поддонов, которую проводят тремя способами. Первый способ, не самый популярный, – фумигация, т. е. обработка бромистым метилом: поддон либо древесину, которая используется для его производства, опрыскивают составом, убивающим всех вредителей и бактерии. Недостаток этого метода в том, что древесина после фумигации несколько меняет свойства, на ней остается какое-то количество раствора, что не всегда хорошо. По этой причине некоторые предприятия, особенно по производству или хранению пищевой продукции, вообще не принимают поддоны, прошедшие фумигацию. Производители поддонов постепенно переходят на более прогрессивные карантинные методы.

Существуют еще два способа обеззараживания, их применяют примерно в равных масштабах, в том числе в России: это тепловая обработка и камерная сушка, т. е. достаточно длительное выдерживание поддонов в камере с повышенной температурой, после чего микроорганизмы и вредители погибают. Тепловая обработка не очень популярна, поскольку метод этот дорогой и с его помощью тяжело наладить обработку большого потока пиломатериалов. Кроме того, невозможно обеспечить равномерную температуру в термокамере, а потому продукция сохнет неравномерно.
Наиболее привлекательным на сегодняшний день является метод камерной сушки. В камеру загружают пиломатериал, используемый затем для производства поддонов, и выдерживают нужное время при температуре более 60 °С и соответствующей влажности. Весь процесс автоматизирован, камера оснащена специальной системой, обеспечивающей циркуляцию воздуха. В древесину вворачивают датчики, которые измеряют влажность и температуру, и как только она доходит до требуемой стандартом, процесс завершается.

Все поддоны, на которых продукция уйдет за рубеж, должны пройти фитообработку и иметь на себе соответствующее клеймо. Если же поддон будет использоваться в России, жесткие правила по обработке поддонов не действуют. Российские организации, которые действительно обладают такими технологиями сушки, можно пересчитать по пальцам. Нередко поддельное клеймо ставят недобросовестные компании, чтобы фальсифицировать продукцию. Вообще на отечественном рынке поддонов такая ситуация, к сожалению, встречается нередко. «Правила игры» здесь еще не определены, ведь рынку поддонов всего 10...12 лет, еще не устоялись нормы контроля, поэтому и появляются подделки. Конечно, и в советское время поддоны у нас делали, но технология изготовления была совершенно другая. Производства были нерентабельными и со временем развалились, лишь в последнее десятилетие стали появляться компании, всерьез взявшиеся за этот бизнес.
