





Как увеличить пропускную способность склада
Если на предприятии имеется складская структура, которая является неотъемлемой частью какой-либо логистической цепочки, то рано или поздно встает вопрос об увеличении ее пропускной способности. В этой статье мы рассмотрим некоторые приемы организации склада со стеллажным способом хранения ячеечного типа, которые в той или иной мере помогут повысить его КПД. Наиболее поддающимися оптимизации процессами на складском предприятии являются приемка товара, его размещение и комплектация заказа.
Приёмка
Приемка товара – это фактическое получение товара и сопутствующих ему документов на складе. Обычно приемка происходит следующим образом: к складу подходит транспорт, после чего товары из него выгружают и помещают в зону приемки, пока не будет оформлено их размещение в зонах и ячейках склада. При работе с радиотерминалами и штрих-кодами с товаров может считываться штрих-код производителя (EAN/UPS), на товар могут наноситься штрих-коды, товар может маркироваться. Система штрихового кодирования значительно сокращает вероятность допущения оператором оплошностей, выявляет пересортицу непосредственно в момент разгрузки товара, что позволяет оперативно отреагировать на ошибочно доставленный товар. Срок средней окупаемости системы штрихового кодирования стоимостью 50...100 тыс. USD на складских предприятиях площадью больше 2500 м2 составляет один год.
Как правило, товар поступает на склад более крупными партиями, чем требуется для отправки со склада заказчикам, поэтому наиболее эффективным способом его разгрузки является так называемая конвейерная разгрузка. Крупные упаковки могут быть отправлены в помещения склада непосредственно из транспортного средства. При контейнеризации перевозок скорость разгрузки резко возрастает.
Зона активного хранения товара должна находиться в непосредственной близости к зоне приемки и не должна отделяться от нее какими-либо другими зонами, например зоной комплектации или зоной резервного хранения.


Размещение товара
Для хранения товара рекомендуется использовать стандартные паллеты, поскольку они дешевле других. Стандартные размеры паллет – 40х48 дюймов и 32х40 дюймов (стандарт, принятый в США), 800х1200 мм или 1000х1200 мм с высотой бортов 150 мм (европейский стандарт, или так называемые европаллеты).
Внутри основных складских зон, таких как зона активного хранения и др., следует выделять подзоны, в которых будут храниться товары, объединенные по какому-либо признаку. Рассмотрим несколько основных критериев, по которым можно группировать товар.
• ABC – анализ оборачиваемости. Самые «горячие» позиции следует хранить в наиболее доступном месте, чтобы комплектация такого товара не требовала дополнительных технологических переходов, особенно в случае, когда используются нестандартные помещения. Например, если здание склада многоэтажное, то необходимо наиболее оборачиваемые товары складировать на первом этаже.
• Однотипность. Этот критерий является наиболее эффективным, когда ассортимент продукции небольшой – до 10 номенклатурных групп. Если ассортимент больше, следует воспользоваться другим признаком, так как поддержание такой группировки становится занятием более трудоемким и эффективность этого подхода снижается.
• Принадлежность одному клиенту. Данный критерий применим на складах ответственного хранения. В каждой зоне хранится товар, принадлежащий одному хозяину.
• Габаритность.Учитывая данный признак, при размещении товара можно распределить складские транспортировочные средства (далее – ТС) согласно зонам хранения. При этом отпадает потребность постоянно перебрасывать ТС из одной зоны в другую. Такой подход наиболее эффективен на складах большой площади.


Комплектация
Итак, мы подошли к моменту, когда необходимо скомплектовать заказ, т. е. изъять товар из ячеек и переместить его в зону комплектации или напрямую в зону отгрузки. Существуют определенные правила изъятия товара. На практике наиболее часто его производят по следующим критериям:
• Метод списания себестоимости. Используются принципы FIFO (первыми списываются партии, которые поступили на склад первыми) или LIFO (первыми списываются партии, которые поступили на склад последними). Данное правило применяют, когда на предприятии ведется учет товаров по партиям.
• Расстояние от товара до выхода. Первым изымается товар, который наиболее близок к зоне отгрузки или зоне комплектации. Это правило применяют, когда требуется собрать товар в кратчайшие сроки.
• Срок годности. Первым изымается товар, у которого срок годности меньше. Это правило часто используется при хранении скоропортящегося товара.
• Место хранения однотипных товаров. Товары перед изъятием группируют по типам. Правило применимо, если при размещении товара использован признак однотипности.

• Место хранения товара, принадлежащего одному хозяину. Применяется при ответственном хранении товара.
• Степень заполнения паллет. Сначала изымают товары, которые наиболее полно укомплектованы и упакованы на паллетах. При этом нет необходимости пересчитывать товар, а потому комплектация происходит в кратчайшие сроки.
• Оптимальное количество для заказа. Первыми изымают те товары, которые укомплектованы в количестве, необходимом для заказа.
• Глубина расположения в ячейке. Сначала изымаются те товары, у которых эта величина минимальна. Данное правило применяется там, где в одной ячейке находится несколько паллет, распределенных не только по высоте, но и по глубине ячейки. Приоритетом для изъятия является более близкое расположение паллеты к проходу.
Другой фактор, влияющий на скорость комплектации, – это оптимальное построение маршрута комплектации, что подразумевает минимальное количество технологических переходов при комплектации. Под технологическим переходом будем понимать следующие операции: смена ТС; смена высоты погрузочного механизма, то есть изменение высоты подъема груза; дополнительное перемещение паллет при помощи ТС; перемещение по складу.

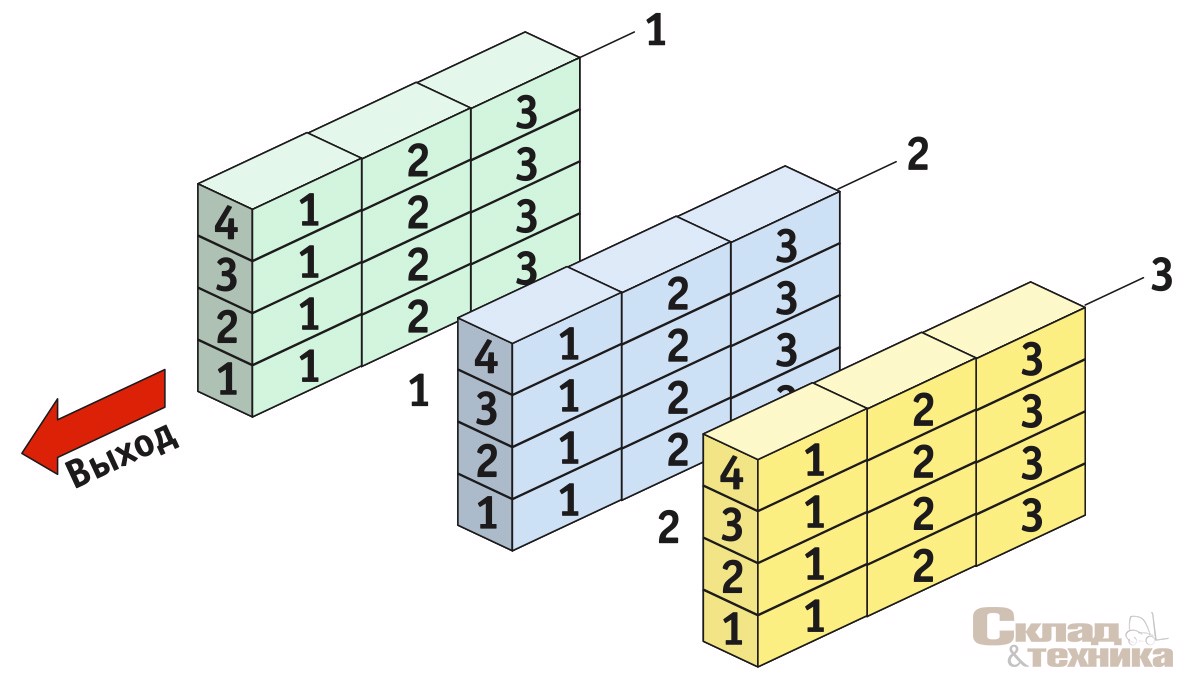
Для построения оптимального маршрута на складе нумерация ячеек должна быть правильно реализована. С этой целью для каждой ячейки на складе однозначно определяют ее месторасположение, вводя понятие «складские координаты»: Проход – Стеллаж – Полка – Позиция – Глубина (названия могут различаться).
Сортировка ячеек в совокупности с правилами комплектации дает наиболее эффективный маршрут комплектации. Однако в некоторых случаях нумерация может сама обеспечить правило комплектации. Рассмотрим, например, рисунок. Из него видно, что каждая складская координата имеет меньший номер в зависимости от ее близости к выходу. Сортировка ячеек, пронумерованных таким способом, обеспечивает правило комплектации «расстояние до выхода».
Существует несколько правил сортировки, самый интересный из которых, на наш взгляд, это «зигзаг относительно прохода». При этом методе сортировки меняют местами координаты стеллажа и полки. В результате товар изымается сначала с нижних полок относительно всего прохода, затем с более высоких. Это приводит к уменьшению технологических переходов, связанных с изменением высоты погрузочного механизма ТС.