




Основные типы сортировочных конвейеров
Под сортировкой понимается процесс распределения единиц хранения, упаковок или продуктов по категориям, например, по месту назначения при транспортировке, или по последовательности использования в процессе сборки. Сортируемые единицы раскладывают по коробкам, контейнерам, лоткам, сумкам, пакетам или упаковывают мелкими группами.
Сортировочные конвейеры позволяют значительно увеличить производительность и рентабельность многих транспортировочных операций с грузами – от подачи багажа на конвейер в аэропортах до комплектации аудио- и видеокассет – и являются составной частью многих высокоэкономичных производств и распределительных центров. Автоматическая сортировка товаров, организованная во время движения конвейера, резко сокращает затраты ручного труда на их подготовку к упаковке на поддоны, к дальнейшей транспортировке и т. д. Сортировочный конвейер – лишь один из этапов процесса сортировки. Другие необходимые операции – это предварительный сбор, загрузка, отгрузка упаковок после сортировки; в процесс распределения рассортированных грузов также может быть включена операция подбора заказов, которая выполняется на отгрузочном конвейере.

Стадия сбора, в которой могут быть задействованы одна или несколько подающих линий, обычно выполняется собирающими конвейерами. Используя конвейеры разного типа, например, с наклонными роликами или круговые ленточные, система сбора координирует и контролирует все потоки грузов, поступающих на основную конвейерную линию, подающую грузы на сортировку. Кроме того, она следит за равномерным поступлением грузов; это необходимо для того, чтобы сортировочная машина могла работать непрерывно и производительно.
За сбором следует этап загрузки. На этом этапе определяют, правильно ли выбраны товары для сортировки, и обеспечивают необходимую периодичность их подачи на сортировку с целью наиболее эффективного использования оборудования. Периодичность подачи продукции обычно регулируется путем изменения скорости движения ленты конвейера, а выбор товара контролируется в процессе сканирования штрих-кода на упаковке. Стационарный сканер штрих-кодов – важный компонент большинства современных сортировочных систем: он считывает сведения о товарах на движущемся конвейере и передает их сортировочной системе. В программу сортировочной системы заранее вводят задания, куда направлять те или иные грузы, и в нужный момент она включает те или иные съемные устройства, направляющие грузы с общего конвейера в места сбора.
На этапе сортировки используются различные механизмы, описанные ниже. Их ассортимент очень большой, и различаются они по сложности и быстродействию. Целью сортировки является повышение производительности, качества обслуживания клиентов, уменьшение потребности в складских площадях, а также совершенствование учета товарно-производственных запасов и складских операций.
Завершает процесс сортировки этап отгрузки товаров. Он должен быть организован таким образом, чтобы грузы на выходе сортировочного конвейера своевременно извлекались, не тормозя процесс сортировки. В качестве отгрузочного оборудования часто используются роликовые или ленточные конвейеры с силовым приводом либо гравитационные роликовые конвейеры. В тех случаях, когда расположение продуктов не имеет значения и они не могут повредиться при такого рода транспортировке, используются также наклонные желоба.
Низкоскоростная сортировка
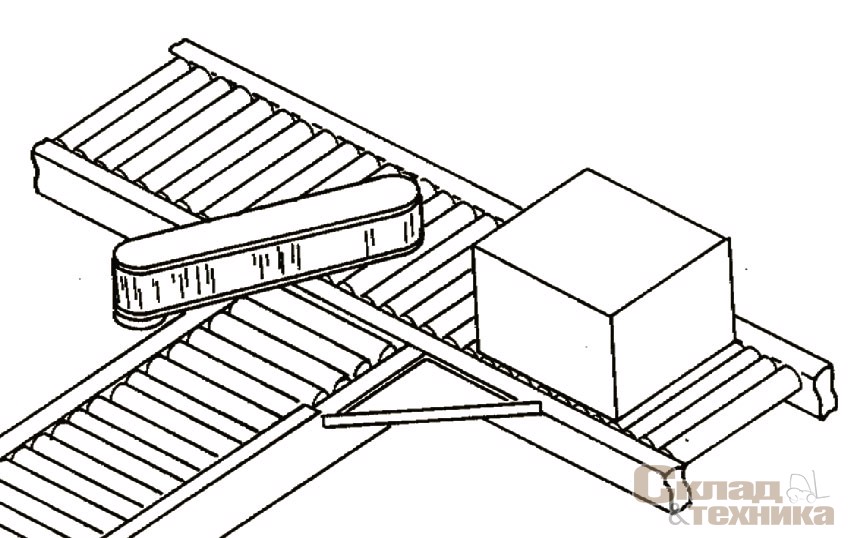
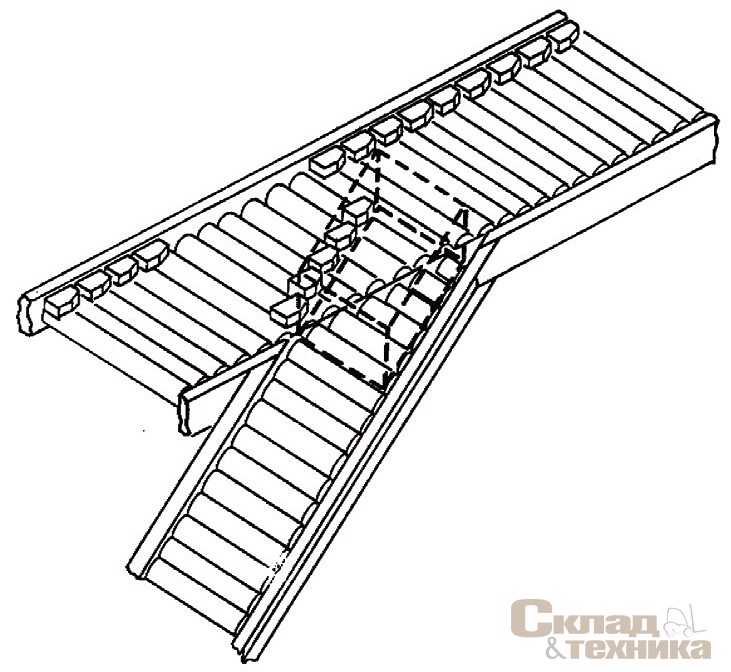
Наиболее простые и дешевые низкоскоростные сортировочные устройства часто работают в комплексе с обычными роликовыми или ленточными конвейерами, а их скорость сортировки обычно ниже 30 ед./мин. В одном из вариантов исполнения такого оборудования поперек конвейера, у пункта съема, располагают стационарный или подвижной рычаг-дефлектор либо пластину. Идущий по конвейеру ящик натыкается на рычаг и сталкивается с конвейера в сторону на другой конвейер или в желоб. Между ящиками на конвейере должно быть большое расстояние, чтобы каждый следующий ящик перед дефлектором не сталкивался с предыдущим и не мешал ему сдвигаться с конвейера. Обычно дефлектор не касается ленты или роликов конвейера. Такое оборудование сортирует грузы массой до 70 кг и может использоваться для сортировки по двум направлениям. Как выразился один специалист: «Дефлекторы следует использовать в черепашьем режиме».

Другой образец низкоскоростной сортировочной машины – конвейер, оснащенный сталкивателем. Подвижной рычаг с вертикальной пластиной на конце, имеющий длину хода, равную ширине конвейера, устанавливают сбоку от него, напротив места съема изделия. Когда продукт подходит к месту съема, механизм сталкивает его с конвейера в поперечном направлении. После этого пластина толкателя возвращается в прежнее положение до подхода к ней следующего продукта. Вместо пластины используются также часто установленные вертикальные стержни или решетка. Это оборудование можно применять для сортировки по двум направлениям. Сталкиватели работают со скоростью 20…100 ед./мин, но обычно они более быстродействующие, чем дефлекторы, потому что в этом случае между ящиками не надо оставлять такие большие промежутки. Следует иметь в виду и то, что с увеличением скорости сталкивания возрастает вероятность повреждения груза, поэтому сталкиватели не рекомендуется использовать для сортировки хрупкой продукции.
Если нет возможности разместить сталкиватель, используют съемное устройство в виде цепей с крюками для подъема и снятия ящиков с конвейера. Скорость сортировки у него доходит до 80 ед./мин. Съемник способен обрабатывать грузы массой до 135 кг.

Сортировка со средней скоростью
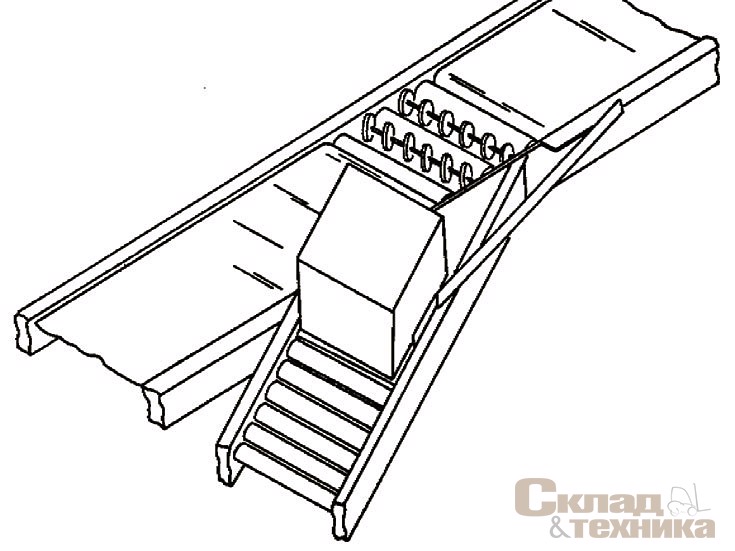
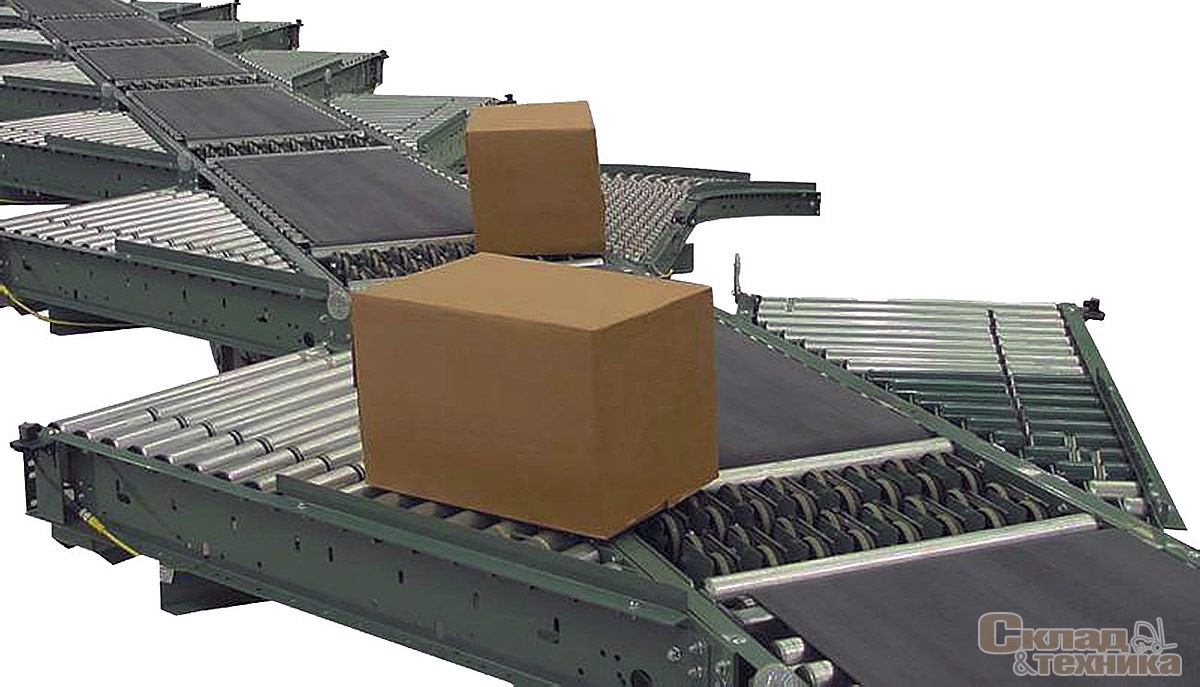
Некоторые типы сортировочных машин способны выполнять работу со средней скоростью (примерно 30…150 ед./мин), и наиболее распространены среди них устройства с поднимающимися рабочими органами. Обычно они сдвигают грузы с ленточных конвейеров и обеспечивают точную ориентацию груза. Когда ящик подходит к месту съема, под его дном поднимаются колеса или ролики, приподнимают ящик над конвейером и транспортируют его в сторону, обычно под углом 30…45º к направлению движения конвейера. Максимальная нагрузка такого оборудования – 135 кг, скорость сортировки – 60…150 ед./мин. С его помощью можно сортировать хрупкие продукты. Чаще всего поднимающиеся колесные сортировщики используются в комплексе с двумя широкими ленточными конвейерами: первый оканчивается у места съема, а второй начинается сразу после места съема. В промежутке между конвейерами расположены ролики, ширина которых равна ширине конвейера. Между роликами находятся колеса, имеющие привод и повернутые поперек направления движения конвейера или под углом к нему; колеса располагаются ниже поверхности конвейерной ленты. Когда ящик достигает промежутка между ленточными конвейерами, происходит одно из двух: поперечные колеса остаются неподвижными, а ящик продолжает движение вперед – по роликам на следующий ленточный конвейер или поперечные колеса сначала поднимаются, увлекая вместе с собой ящик, а затем, вращаясь, удаляют его с конвейера.
Роликовые сортировочные машины работают аналогично, обеспечивая скорость сортировки до 150 ед./мин, и способны обрабатывать грузы массой до 225 кг.
Сортировочная машина с поднимающимися рабочими органами еще одного типа состоит из ленточного конвейера, у которого вместо одной широкой имеется нескольких узких лент. В месте съема в промежутке между узкими конвейерными лентами находятся ряды поперечных колес. Пока не надо снимать груз с конвейера, колеса располагаются ниже поверхности конвейерных лент. Когда ящик подходит к месту съема, поперечные колеса приподнимают ящик и удаляют его с конвейера.
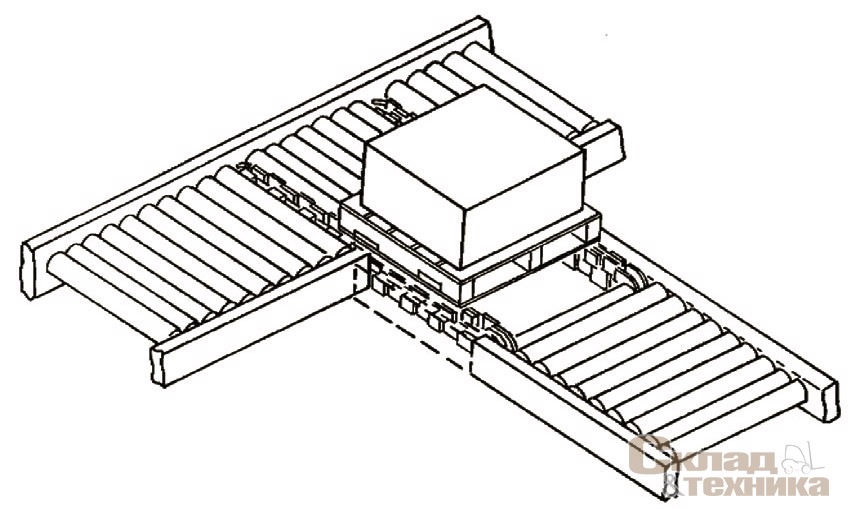

Для сортировки тяжелых или громоздких грузов, в том числе на паллетах, вместо колес часто применяют поднимающиеся ленты или цепи. Ленты или цепи конвейера-съемщика поднимаются между роликов сортировочного конвейера и сдвигают ящик вбок. Обычно они встроены в роликовые конвейеры традиционной конструкции и могут сортировать грузы по двум направлениям.
Сортировочные машины с поднимающимися рабочими органами лучше всего подходят для сортировки (обработки) коробок и других грузов с твердыми плоскими гранями.
Для сортировки грузовых сумок и других грузов с неровной мягкой поверхностью лучше использовать более дорогие высокоскоростные сортировочные машины. Если высокой производительности не требуется, скорость работы оборудования можно снизить. Для обработки хрупких грузов чаще всего применяют сортировочные машины с отклоняющими кулачками. Движущиеся перпендикулярно движению конвейера кулачки очень плавно и осторожно направляют груз в место съема в отличие от поднимающихся рабочих органов, которые порой наносят ощутимые удары по грузу.
Сортировка с высокой скоростью
Для высокоскоростных сортировщиков, способных работать со скоростью примерно 150…400 ед./мин, требуются не обычные конвейеры, а специализированное оборудование. Продукты можно подавать на них вручную или автоматически с помощью подающего конвейера.
Наибольшее распространение получили четыре типа высокоскоростных сортировочных машин. Конвейеры с наклоняющимися лотками, с поперечным ленточным конвейером-съемником и с раздвигающимися лотками обычно используют для сортировки единичных грузов по отдельным зонам, например, по участкам упаковки или обработки возвращаемых товаров. Четвертый тип высокоскоростного сортировщика – машина с отклоняющими кулачками – обычно используется для распределения больших ящиков или коробок.
Машины, рабочие органы которых выполнены в виде наклоняющегося лотка, поперечного ленточного конвейера или раздвигающегося лотка, работают по сходному принципу. В основе каждой конструкции – замкнутая направляющая, по которой движутся транспортирующие элементы.
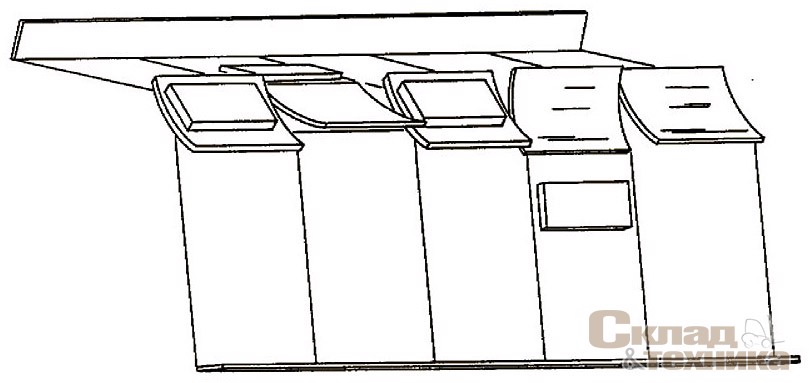
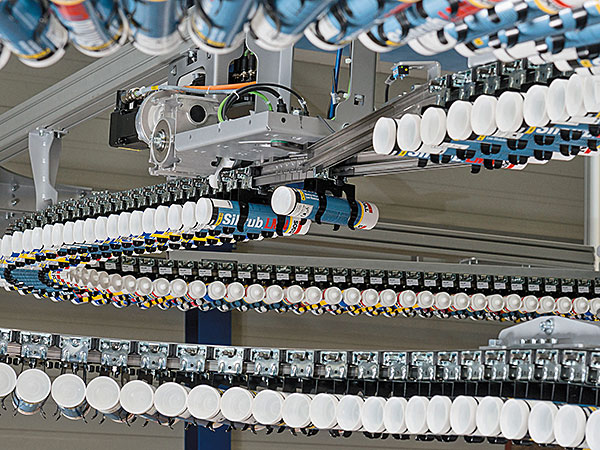
В сортировочной машине с наклоняющимися лотками каждый транспортирующий элемент несет деревянный или пластмассовый лоток, на который и укладывается поступающий груз. Лотки с грузами движутся по замкнутой траектории, пока груз не достигнет соответствующего места съема. После этого лоток наклоняется, и груз соскальзывает с него обычно на желоб или боковой конвейер. В такие лотки можно помещать товары и упаковки разного типа и формы. Пустой лоток возвращается в прежнее прямое положение и готов к приему следующего груза. Скорость сортировки такого оборудования – до 365 ед./мин. Углы наклона элементов системы можно менять, например, увеличивать наклон желоба, чтобы увеличить скорость съема грузов.

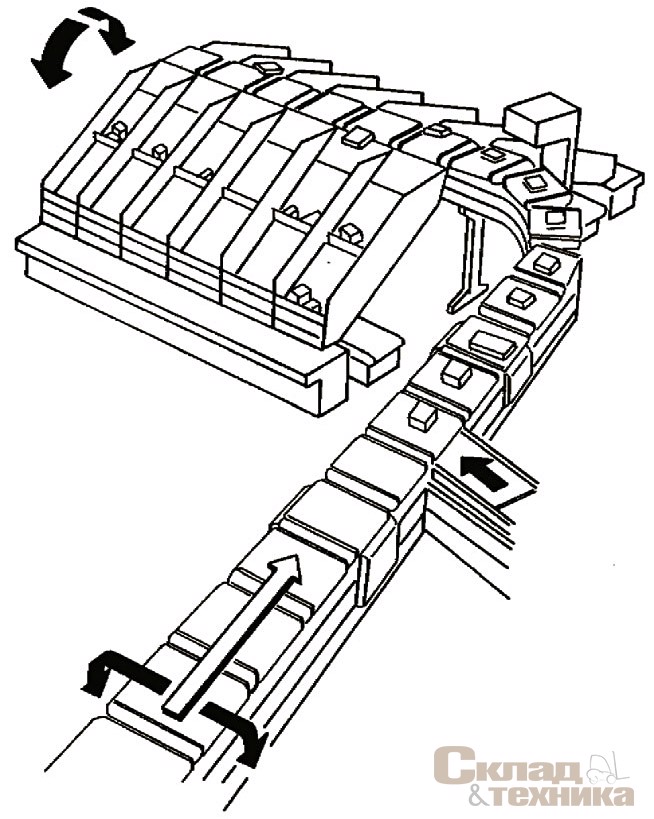
Сортировочная машина с поперечным ленточным конвейером-съемщиком работает по такому же принципу, но вместо лотка каждый транспортирующий элемент несет секцию ленточного конвейера длиной 0,6…0,9 м, которая приводится в движение небольшим электродвигателем и расположена под углом 90º к полотну основного конвейера. Когда груз достигает места съема, где расположен конвейер-съемщик, электродвигатель приводит его в действие, и груз перемещается с основного конвейера на желоб или на боковой разгрузочный конвейер. В этом случае достигается очень высокая скорость сортировки – свыше 670 ед./мин. Возможно оборудование множества пунктов съема грузов, организация работы по замкнутому маршруту или последовательно.
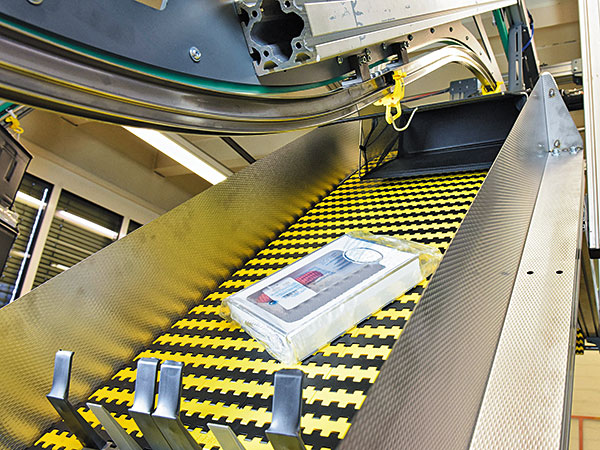
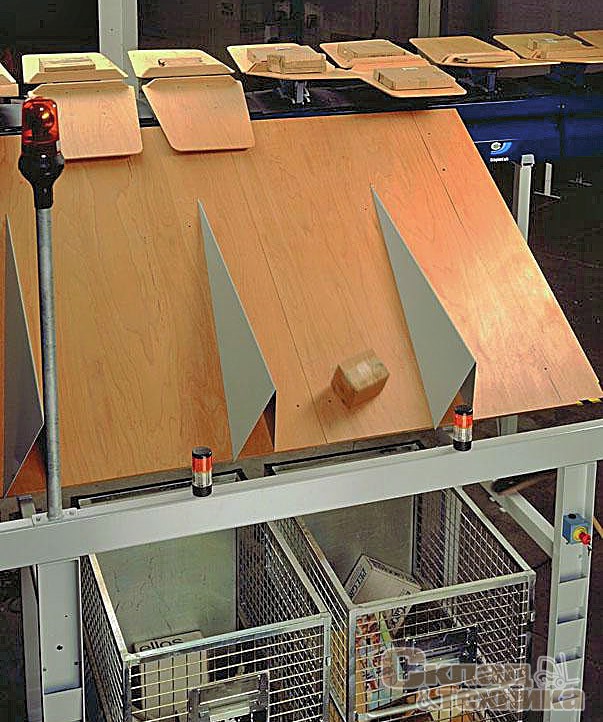
В сортировочной машине с раздвижными лотками каждый транспортирующий элемент несет плоский лоток, разделенный на две равные части. Когда груз достигает места съема, обе половины лотка раздвигаются, и груз падает в желоб или контейнер, расположенный под сортировочной машиной. Такие конвейеры обычно дешевле машин с наклоняющимися лотками и поперечными ленточными конвейерами, однако и производительность их наименьшая из трех упомянутых. К тому же машины с наклоняющимися лотками и поперечными конвейерами способны распределять длинномерные предметы, например, у них можно положить один длинномерный предмет на два лотка или поперечных конвейера, а машины с раздвижными лотками способны нести только грузы небольшого размера. Зато большим преимуществом последних является то, что их можно расположить в узком помещении, поскольку емкости для распределяемых предметов находятся под сортировочной машиной.

Несмотря на то, что машины с поперечными ленточными конвейерами-съемщиками – самый дорогой тип высокоскоростных сортировщиков, они надежней и точней других выполняют сортировку, так как их рабочие органы приводятся электродвигателями, а не работают под действием тяжести. Благодаря такой конструкции они работают быстрей, а места съема могут располагаться ближе одно к другому. Для сортировочной машины с наклоняющимися лотками требуется оставлять большие промежутки между местами съема, чем в машине с поперечными конвейерами, зато в ней меньше движущихся деталей, поэтому она дешевле и проще в обслуживании.
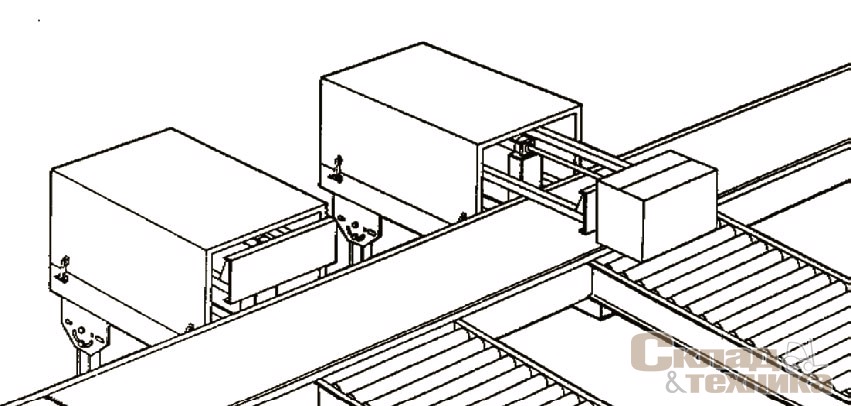
Для сортировки коробок с высокой скоростью обычно используют машину с отклоняющими кулачками. В машинах этого типа направляющая транспортировочных органов выполнена не замкнутой, а вытянутой в линию. Продукты загружаются в начале и распределяются по мере прохождения линии. Основу сортировочной машины составляет длинный металлический пластинчатый конвейер. На каждой пластине установлена небольшая резиновая деталь с гладкой рабочей поверхностью, которая называется кулачком (может иметь форму пластины). В большинстве конструкций кулачки расположены в линию у боковой части конвейера напротив мест съема. Конвейер транспортирует коробки, и когда очередная коробка достигнет места съема, несколько кулачков приводятся в действие. Кулачки перемещаются по пластинам конвейера и сталкивают коробку с конвейера вбок, обычно под небольшим углом.

В другой конструкции кулачки располагаются у центра конвейера и распределяют коробки по обеим сторонам.
Машина с направляющими кулачками обычно сортирует от 200 до 300 ед./мин (скорость зависит от характеристик продукта и от промежутка между коробками) и способна распределять продукты с одного конвейера на несколько других.
| Компания | Типы оборудования | ||||||
|---|---|---|---|---|---|---|---|
| С наклоняющимися лотками | С ленточными конвейерами-съемниками | С раздвижными лотками | С отклоняющимися кулачками | С поднимающимися рабочими органами | С дефлекторами | Со сталкивателями | |
| Automotion | x | x | x | x | |||
| Beumer | x | x | x | ||||
| Cinetic Sorting (formerly Sandvik) | x | x | x | x | x | ||
| Cornerstone Automation Systems | x | ||||||
| Daifuku | x | x | x | x | x | ||
| Dematic | x | x | x | x | x | ||
| Diamond Phoenix | x | x | |||||
| Eurosort | x | x | |||||
| FKI Logistex | x | x | x | x | x | x | |
| GBI Data & Sorting Systems | x | x | x | ||||
| HK Systems | x | x | x | x | |||
| Hytrol Conveyor Co. | x | x | x | x | |||
| Innovative Picking Technologies | x | ||||||
| Intelligrated | x | x | |||||
| Interroll Automation | x | x | x | x | |||
| Knapp Logistics & Automation | x | x | x | x | |||
| Murata Machinery | x | x | x | x | x | x | |
| Schaefer Systems International | x | x | x | ||||
| TGW-Ermanco | x | x | x | ||||
| Transport Systems Inc. | x | ||||||
| Vanderlande Industries | x | x | x | x | x | x | |
